![]()

Detecting Incipient Failure
Every maintenance department’s worst nightmare is machine failure. On top of that, there’s a challenge to determine the actual cause on a limited amount of time. The equipment breakdowns detailed in this article resisted easy fixes and were extremely expensive in terms of people, materials, and downtime.
Systematic techniques, as well as the data obtained, should give you a better sense of what is happening in your equipment which you could also use in similar types of equipment failures in your facility.
Oil Analysis
Even when lubricants appear damaged, they still hold evidence from before and during a catastrophic failure. You can collect this evidence using sump or tank-bottom sampling. Dirt settles at the tank’s bottom, forming a virtual scrapbook of machine operation since the last oil change or cleaning.
Many particles indicate early-stage wear; others reveal serious failures. Analysts can reconstruct events using these particles. Note that this method cannot separate particles by the component that produced them or by the time they were created.
Filter Analysis
Filters act like a history book. They collect particles generated since the last filter change and before a failure. You can examine evidence of an incipient failure by opening the filter, releasing the particles in an ultrasonic bath, and depositing them onto a slide or filter patch. This method, like tank-bottom sampling, keeps all particles together without separating them by type or time.
Wear Debris Sampling and Analysis
Technicians use several methods to analyze wear debris. They first remove debris from the oil sample before performing analytical ferrography. Then, they examine ferrograms or filtergrams using an optical microscope.
Analytical ferrography helps detect particle shapes, sizes, and textures and identify components. Experienced analysts can use this information to determine equipment failure modes.
Wear Modes
Rubbing Wear (Abrasive Wear)
Rubbing occurs when surfaces slide against each other inside the machine. During this process, operators should expect “break-in” wear. This wear smooths surfaces and reduces future wear.
Cutting Wear (Abrasive Wear)
When two surfaces penetrate each other, they create wear. Surfaces gouge each other, producing long, ribbon-like particles.
Rolling Wear (Surface Fatigue)
This type of wear occurs when components of rolling motion come in contact with each other, this is the case in bearing balls. The formation of pits is a result of high load and low-contact surface area contact.
Rolling and Sliding Wear Combined (Surface Fatigue and Abrasive Wear)
This combination of wear modes is caused by fatigue and scuffing. This wear combination, along with the effects of lubricant contaminants, can create a complex combination of wear debris. This wear combination is commonly associated with gear systems. As an example, the surface contact of gear teeth is a combination of rolling and sliding motion.
Severe Sliding Wear
This type of wear occurs in excessive loads and high speed between contacting surfaces. The area becomes unstable and particles break away when the surface stress is too great. This increases the wear rate.
Chemical/ Corrosive Wear
This is also called fretting corrosion, erosion, and stress fatigue. This is the result of improper fluid properties or heavy contamination from water, acid, salt, or bacteria. Lubricants also have rust/corrosion-inhibiting additives to fight the effects of chemical water. Heat is also a major factor in corrosion.
Failed Back-up Bearings
Small rolls, about 2 feet in diameter, perform the actual rolling to reduce steel thickness. Operators must re-grind these rolls frequently to maintain surface quality. Their small size also makes them easier to handle.
These rolls rely on larger, 3-foot-diameter backup rolls. The backup rolls are powered and use anti-friction bearings, while the work rolls use babbitted or plain bearings. Workers lubricate the work rolls with grease or oil spray, and a circulating system supplies oil to the backup bearings.
The mill keeps backup rolls in service for several weeks before regrinding. Bearing failures on these rolls are rare.
Work Roll Bearing Failures
The work roll bearings in the mill were anti-friction. The mill had 40 grease-lubricated bearings at any given time. The mill specified the grease’s performance requirements and checked each load on arrival. Each year, the mill lost 15–20 bearings, mostly on the faster finishing stands. Operators attributed most losses to aging or misdirected water sprays; oil-related failures occurred rarely. The mill considered these losses normal and difficult to prevent.
Sampling a pressurized line before the system filter, using a drop tube in the dipstick tube, and obtaining a sample midstream from a drain port while draining the engine are three frequent sampling processes related to engine oil sampling.
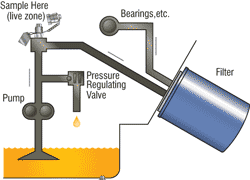
pressurized oil sampling
Root Causes of Equipment Failure

Improper Orientation
There are a variety of persons that may come in contact with a piece of equipment on a regular basis and have a substantial impact on its overall performance.
One such group is equipment operators. They often receive in-depth training on suitable operating procedures, basic troubleshooting, and best practices for safe equipment use specific to the machines they’ll be working with. However, there may come a time when an operator is forced to work on a machine for which they were not properly qualified. Other times, events arise that necessitate immediate action by available personnel who may not have the same level of skill as your most experienced operators. The short-term effect of this band-aid solution is not worth the cost in the long run.
One solution to these issues is to make sure you have enough qualified operators on hand to allow for some flexibility and a contingency plan in the event of a staffing shortfall. All of your operators should, if at all feasible, be trained on every piece of equipment, including assets they don’t regularly operate with. Do not allow an operator to operate a piece of equipment that they are not qualified to operate. If you stick to your standard, you do not just eliminate operational errors, but you are also keeping your plant from unnecessary accidents.
Not Performing Preventive Maintenance
Most equipment requires regular maintenance for maximum performance, but when you’re short on employees and overwhelmed, preventative maintenance is often the first thing to go. When things appear to be going smoothly, it’s easy to overlook routine maintenance, and many businesses assume that skilled staff will spot any problems before they become catastrophic.
Preventive maintenance is an important continuing job that should never be neglected. Regular tune-ups will increase the functional life of your equipment, allowing you to get more bang for your buck. Furthermore, preventive maintenance can detect minor issues and provide cost-effective fixes before they become large, costly breakdowns. Effective inventory control reduces downtime by ensuring you have the right spare parts for common maintenance tasks and failures.
Neglecting Equipment Monitoring
Condition-based maintenance schedules work based on equipment condition, not on a fixed timetable. Implementing CBM requires continuous monitoring of your equipment. Start by establishing a baseline for acceptable equipment condition. This lets you detect small changes and use them to predict breakdowns or failures.
CBM gives you more time to plan contingencies and schedule downtime, reducing production interruptions. Monitoring and the data collected help identify the causes of increased machinery stress. You can then adjust workloads and schedules to reduce stress on equipment showing early signs of failure.
Contact us today to learn how our reliability specialists can help you implement effective oil analysis, wear debris monitoring, and condition-based maintenance programs tailored to your facility.